 It is very important for the film converter that the processing operation is smooth, efficient and trouble-free. High output is a must, the bubble must not burst and cause production delay, and the thickness profile of the film should be stable. The downgauging flexibility of the film is important for cost reduction, as is the flexibility to use both mono and coextrusion processes.
It is very important for the film converter that the processing operation is smooth, efficient and trouble-free. High output is a must, the bubble must not burst and cause production delay, and the thickness profile of the film should be stable. The downgauging flexibility of the film is important for cost reduction, as is the flexibility to use both mono and coextrusion processes.For the packer, the film consistency on a high-speed packaging line is crucial. The very broad Molecular Weight Distribution (MWD) of Borstar LLDPE, together with the linear molecular structure, provides improved trouble-free extrusion and stable film bubble behaviour. The zero shear viscosity is high, resulting in very good bubble stability. The shear thinning behaviour is close to LDPE and provides convenient extrusion conditions.
The linear molecular structure also provides practically unlimited draw down ability. With the introduction of the extended Borstar PE product mix PE film producers have more options and more flexibility when selecting the best grade for their application and production/conversion equipment.
Borstar LLDPE products can therefore be processed most beneficially with narrow die gaps, in contrast to conventional LLDPE. Furthermore, the combination of excellent bubble stability and extremely low tendency to bubble bursts provides a stable production at high efficiency.
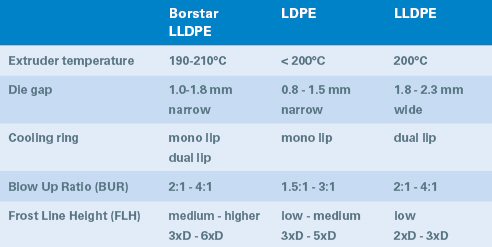
Borstar LLDPE can be conveniently processed on state-of-the-art LD/LLD blown film extrusion lines. The processing conditions will influence the final film properties. Therefore,we do recommend to follow our general guideline which is outlined in table.
Processability is of vital importance to the film producer in order to effectively produce a high quality film with good consistency. This may be measured in several ways.
Films for most packaging applications are normally extruded as a blend of PE’s in either mono or coextrusion, in order to tailor to the customer’s needs, whether these are performance related (e.g. mechanical strength, cost, thickness, stiffness) or marketing related (surface characteristics, printing or stiffness). This means that the processability of Borstar LLDPE cannot be seen in isolation.
The achievable film line output will depend on many different factors including the polymers’ processing behaviour, winding capability, film thickness, die construction, extruder pressure and cooling capacity, to mention some of the important ones. For instance, the output is limited by the winding speed for relatively thinner films and, on the other hand, the cooling capacity limits the output for thicker films. Conventional LDPE is generally regarded as the most convenient PE to process, yielding the highest output rates in most instances.
It is a common understanding in the market that pure LLDPE films or their rich blends with LDPE can only be produced at lower extrusion rates due to limitations either in bubble stability, pressure or cooling capacity. Borstar LLDPE’s do not behave in this way. On the contrary, an equally high or only marginally lower output can be expected, contrary to conventional LLDPE, when extruded pure or in rich blends with LDPE.
A typical example in heavy duty films is a loss of up to 30 % output with a rich LLD/LDPE blend compared to LDPE. Several examples have shown us that Borstar LLDPE can be processed pure at the same output rates or maximum 10 % lower than pure LDPE.
Borstar HDPE products should be processed under normal conditions in high neck extrusion. Due to their bimodal nature our experience is that when a lower temperature profile setting is applied a better result is achieved. Both these products are also commonly processed in coex lines, e.g. core layers, or in blends with other PE’s to improve the film stiffness.
Borstar FB3450 is especially designed to be used in blends with LDPE in
ratios of 5-25 % HDPE. It has excellent homogenisation capability with LDPE and will result in greatly improved draw down, higher stiffness and beneficial heat shrink properties.



